As a leading China Patient Holding Device Supplier, Guangdong Jones Medical Co., Ltd. recognizes that the medical landscape is shifting toward high-acuity, ergonomic, and patient-centric care. Our comprehensive R&D initiatives focus on bridging the gap between mechanical durability and patient comfort.
The global demand for high-quality patient handling equipment is surging due to an aging population and the increased focus on occupational safety for healthcare workers. Manual patient handling is a primary cause of back injuries among nursing staff. Our technological roadmap focuses on "Zero-Lift" solutions—transferring patients with minimal physical effort, utilizing powered climbing mechanisms, and lightweight aerospace-grade alloys.
We do not merely supply equipment; we provide compliance-driven medical solutions. Operating in over 50 countries, we adhere to stringent international standards, including ISO 13485 (Medical Devices Quality Management Systems), CE certification for the European market, and FDA clearance guidelines for North American partners. Our localization strategy includes customized user manuals, regional voltage compatibility for electric models, and long-term maintenance support protocols.
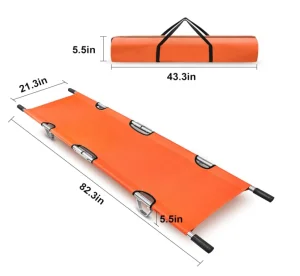
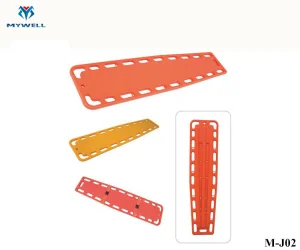
At Guangdong Jones Medical Co., Ltd., we maintain a robust design and development cycle. We specialize in over 100 types of medical devices, including complex morgue refrigeration, orthopedic spine boards, and ICU transport stretchers. Our strength lies in our vertically integrated supply chain, which ensures that every component—from the hydraulic pump on our ambulance stretchers to the antimicrobial surface of our transport boards—is rigorously tested for durability and bio-safety.

Future patient holding technology will integrate smart sensors to monitor patient vitals during transit and IoT connectivity for fleet management in large hospital networks. Guangdong Jones Medical is actively prototyping "Smart Transfer" systems that alert emergency teams to potential stabilization issues, ensuring that the critical minutes during ambulance transport are optimized for patient survival.
A: Our success is built on a "Quality-First" manufacturing philosophy. We combine advanced R&D, stringent quality control protocols for every unit, and a comprehensive after-sales service network that spans over 50 countries, ensuring reliable support for hospitals and emergency centers worldwide.
A: Absolutely. Every patient transport device, from our automatic loading stretchers to morgue equipment, is engineered to meet or exceed ISO standards. We provide full documentation and certification support to help our partners navigate local import regulations and health board inspections.
A: We utilize premium-grade materials, such as high-strength aluminum alloys and anti-scratch polymers. Each product undergoes rigorous lifecycle testing, including dynamic load testing, to ensure that they perform reliably under extreme conditions in field rescue, disaster relief, and ICU operations.
A: Yes. We specialize in ODM/OEM services. Our engineering team collaborates directly with hospitals and medical procurement agencies to customize dimensions, load capacities, and feature sets (such as MRI compatibility) to fit specific clinical environments.